
Bezpośrednie spiekanie laserowe metali, czyli po szwedzku spiekanie laserowe metalu w łożu proszkowym, oferuje produkcję z wielu różnych stopów metali i jest najpowszechniejszą technologią addytywnego wytwarzania metalu. Podobnie jak inne procesy dla Druk 3D w metalu dlatego DMLS produkuje materiały, takie jak nieporowate materiały 100%, których właściwości materiałowe są często lepsze niż odpowiednik odlewany, a właściwości materiału przypominają zarażenie. Proces spiekania i topienia proszku metalicznego za pomocą jednego lub wielu laserów jest stosowany na dużą skalę do produkcji komponentów, które mają wysokie wymagania dotyczące właściwości materiału, ale gdzie szczegóły i wykończenie powierzchni nie są najwyższymi wymaganiami. Jednak trzeba powiedzieć, że DMLS nadal produkuje z bardzo, bardzo dużą dokładnością i precyzją, ale zawsze zalecamy dodanie obróbki tych powierzchni, które wymagają dokładnej dokładności lub otworów gwintowanych. Aby uzyskać gładkie i błyszczące powierzchnie, zaleca się dodanie polerowania lub galwanizacji. Produkcja addytywna metali jest idealna, jeśli chodzi o komponenty o małej liczbie elementów o dużej złożoności.
Nie masz pewności, który proces najlepiej odpowiada Twoim celom? Następnie kliknij tutaj!
Cechy
Zabarwienie
Cechy
Zabarwienie
Cechy
Zabarwienie
AlSi10Mg jest powszechnie stosowanym stopem aluminium w przemyśle odlewniczym, używanym do produkcji elementów wymagających wytrzymałości, twardości i lekkości. Dzięki wysokim szybkościom chłodzenia podczas procesu drukowania aluminium wydrukowane w 3D staje się mocniejsze niż odlewany odpowiednik. Druk 3D AlSi10Mg jest szeroko stosowany w przemyśle lotniczym i motoryzacyjnym, a części są łatwe w obróbce, polerowaniu, obróbce cieplnej i obróbce powierzchniowej, tak jak każda inna tradycyjnie produkowana część aluminiowa.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,2% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 420 ± 30 | 330 ± 25 |
| Granica sprężystości (Rp 0,2%) | MPa | 250 ± 30 | 225 ± 20 |
| Wydłużenie przy zerwaniu | % | 5 ± 2 | 10 ± 3 |
| Moduł elektroniczny | GPa | 65 ± 10 | 65 ± 10 |
| Twardość | HV10 | 120 ± 5 | 120 ± 5 |
| Gęstość | g/cm³ | 2.7 | 2.7 |
| Gęstość składników | % | 99.5 | 99.5 |
| Przewodność cieplna | W/m°C | – | 120 ± 10 |
| Specyficzna pojemność cieplna | J/(kg·K) | 910 ± 50 | 910 ± 50 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,3% (minimalny limit ±0,3 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 420 ± 30 | 330 ± 25 |
| Granica sprężystości (Rp 0,2%) | MPa | 250 ± 30 | 225 ± 20 |
| Wydłużenie przy zerwaniu | % | 5 ± 2 | 10 ± 3 |
| Moduł elektroniczny | GPa | 65 ± 10 | 65 ± 10 |
| Twardość | HV10 | 120 ± 5 | 120 ± 5 |
| Gęstość | g/cm³ | 2.7 | 2.7 |
| Gęstość składników | % | 99.5 | 99.5 |
| Przewodność cieplna | W/m°C | – | 120 ± 10 |
| Specyficzna pojemność cieplna | J/(kg·K) | 910 ± 50 | 910 ± 50 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
316L jest stalą nierdzewną i jest popularnym stopem do zastosowań w inżynierii mechanicznej, przemyśle morskim i spożywczym oraz do celów farmaceutycznych. Komponenty wykonane ze stali 316L mogą być obrabiane, polerowane, spawane, poddawane obróbce cieplnej i obróbce powierzchniowej, tak jak każdy inny komponent ze stali nierdzewnej wytwarzany tradycyjnie.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,2% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,02 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 270 x 270 x 345 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 600 ± 40 | 540 ± 50 |
| Granica sprężystości (Rp 0,2%) | MPa | 480 ± 40 | 370 ± 50 |
| Wydłużenie przy zerwaniu | % | 40 ± 5 | 40 ± 10 |
| Moduł elektroniczny | GPa | 170 ± 20 | 180 |
| Twardość | HRC | 16 ± 1 | 16 ± 1 |
| Gęstość | g/cm³ | 7.9 | 7.9 |
| Gęstość składników | % | około. 100 | około. 100 |
| Przewodność cieplna | W/m°C | – | – |
| Specyficzna pojemność cieplna | J/(kg·K) | – | 500 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,3% (minimalny limit ±0,3 mm) |
| Grubość warstwy | 0,02 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 270 x 270 x 345 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 600 ± 40 | 540 ± 50 |
| Granica sprężystości (Rp 0,2%) | MPa | 480 ± 40 | 370 ± 50 |
| Wydłużenie przy zerwaniu | % | 40 ± 5 | 40 ± 10 |
| Moduł elektroniczny | GPa | 170 ± 20 | 180 |
| Twardość | HRC | 16 ± 1 | 16 ± 1 |
| Gęstość | g/cm³ | 7.9 | 7.9 |
| Gęstość składników | % | około. 100 | około. 100 |
| Przewodność cieplna | W/m°C | – | – |
| Specyficzna pojemność cieplna | J/(kg·K) | – | 500 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
17-4 PH to stal nierdzewna o wysokiej wytrzymałości i dobrych właściwościach termicznych. Jest to materiał odpowiedni na komponenty narażone na wysokie temperatury i obciążenia, dlatego jest często używany między innymi do produkcji komponentów do silników i układów napędowych. Elementy wykonane w 17-4 PH mogą być obrabiane, polerowane, spawane, poddawane obróbce cieplnej i obróbce powierzchniowej, tak jak każdy inny element wykonany ze stali nierdzewnej tradycyjnie.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,2% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 1000 ± 90 | 1050 ± 50 |
| Granica sprężystości (Rp 0,2%) | MPa | 500 ± 90 | 430 ± 30 |
| Wydłużenie przy zerwaniu | % | 22 ± 7 | 15 ± 2 |
| Moduł elektroniczny | GPa | 170 ± 30 | 170 ± 30 |
| Twardość | HRC | 17 ± 2 | 17 ± 2 |
| Gęstość | g/cm³ | – | – |
| Gęstość składników | % | – | – |
| Przewodność cieplna | W/m°C | 14 ± 2 | 16 ± 3 |
| Specyficzna pojemność cieplna | J/(kg·K) | 550 | 550 |
| Współczynnik rozszerzalności cieplnej | m/(m°C) | 14×10^-6 | 14×10^-6 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,3% (minimalny limit ±0,3 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 930 ± 50 | 1230 ± 50 |
| Granica sprężystości (Rp 0,2%) | MPa | 510 ± 30 | 880 ± 30 |
| Wydłużenie przy zerwaniu | % | 30 ± 4 | 21 ± 2 |
| Moduł elektroniczny | GPa | 160 ± 15 | 157 ± 5 |
| Twardość | HRC | 17 ± 2 | 17 ± 2 |
| Gęstość | g/cm³ | – | – |
| Gęstość składników | % | – | – |
| Przewodność cieplna | W/m°C | 14 ± 2 | 16 ± 3 |
| Specyficzna pojemność cieplna | J/(kg·K) | 550 | 550 |
| Współczynnik rozszerzalności cieplnej | m/(m°C) | 14×10^-6 | 14×10^-6 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Inconel 718 jest szeroko stosowany w silnikach odrzutowych dzięki bardzo dobrym właściwościom mechanicznym nawet przy bardzo wysokich temperaturach pracy przekraczających 600°C. Ten nadstop na bazie niklu może wytrzymać bardzo duże naprężenia i odkształcenia w ekstremalnych środowiskach z dużymi i szybkimi zmianami temperatury. Iconel 718 jest również wysoce odporny na korozję, zmęczenie i pełzanie.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,2% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Wartość |
|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 930 ± 50 |
| Granica sprężystości (Rp 0,2%) | MPa | 650 ± 100 |
| Wydłużenie przy zerwaniu | % | 26 ± 3 |
| Moduł elektroniczny | GPa | 172 ± 16 |
| Twardość | HV10 | 293 ± 3 |
| Współczynnik rozszerzalności cieplnej | m/m°C | 16,6 – 17,2 x 10^6 |
| Maksymalna temperatura pracy | °C | 650 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,3% (minimalny limit ±0,3 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Wartość |
|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 930 ± 50 |
| Granica sprężystości (Rp 0,2%) | MPa | 650 ± 100 |
| Wydłużenie przy zerwaniu | % | 26 ± 3 |
| Moduł elektroniczny | GPa | 172 ± 16 |
| Twardość | HV10 | 293 ± 3 |
| Współczynnik rozszerzalności cieplnej | m/m°C | 16,6 – 17,2 x 10^6 |
| Maksymalna temperatura pracy | °C | 650 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Stal starzejąca się Mar jest stalą narzędziową o bardzo dobrych właściwościach mechanicznych, a jeszcze lepszych po obróbce cieplnej. Stal ta stosowana jest na elementy narażone na duże zużycie i duże obciążenia, takie jak koła zębate, narzędzia do formowania wtryskowego, elementy linii fabrycznych oraz elementy silników. Elementy wykonane ze stali starzonej mogą być obrabiane, polerowane, spawane i poddawane obróbce cieplnej.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,2% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 50 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 1100 ± 100 | 1950 ± 100 |
| Granica sprężystości (Rp 0,2%) | MPa | 1000 ± 100 | 1900 ± 100 |
| Wydłużenie przy zerwaniu | % | 9 ± 4 | 2 ± 1 |
| Moduł elektroniczny | GPa | 170 ± 30 | 180 ± 20 |
| Twardość | HRC | 35 ± 2 | 52 ± 2 |
| Gęstość | g/cm³ | – | – |
| Gęstość składników | % | – | – |
| Przewodność cieplna | W/m°C | 15 ± 2 | 20 ± 2 |
| Specyficzna pojemność cieplna | J/(kg·K) | 450 ± 20 | 450 ± 20 |
| Maksymalna temperatura pracy | °C | 400 | 400 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,3% (minimalny limit ±0,3 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 50 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 1100 ± 100 | 1950 ± 100 |
| Granica sprężystości (Rp 0,2%) | MPa | 1000 ± 100 | 1900 ± 100 |
| Wydłużenie przy zerwaniu | % | 9 ± 4 | 2 ± 1 |
| Moduł elektroniczny | GPa | 170 ± 30 | 180 ± 20 |
| Twardość | HRC | 35 ± 2 | 52 ± 2 |
| Gęstość | g/cm³ | – | – |
| Gęstość składników | % | – | – |
| Przewodność cieplna | W/m°C | 15 ± 2 | 20 ± 2 |
| Specyficzna pojemność cieplna | J/(kg·K) | 450 ± 20 | 450 ± 20 |
| Maksymalna temperatura pracy | °C | 400 | 400 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Ti-6Al-4V jest jednym z najczęściej spotykanych stopów tytanu. Charakteryzuje się bardzo dobrą odpornością na korozję, bardzo dużą wytrzymałością przy swojej niskiej wadze, a także jest biokompatybilny, co czyni go optymalnym nie tylko do wyścigów, przemysłu lotniczego, ale także do protez i implantów. Elementy wykonane z tytanu mogą być obrabiane, polerowane i poddawane obróbce cieplnej w taki sam sposób, jak elementy wykonane tradycyjnie z tytanu.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,5% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 40 Rz |
| Największy rozmiar komponentu | 245x245x270mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 1200 ± 50 | 990 ± 30 |
| Granica sprężystości (Rp 0,2%) | MPa | 1060 ± 50 | 920 ± 30 |
| Wydłużenie przy zerwaniu | % | 9 ± 4 | 14 ± 1 |
| Moduł elektroniczny | GPa | 110 ± 10 | 115 ± 10 |
| Twardość | HV5 | 320 | 318 ± 10 |
| Gęstość | g/cm³ | 4.41 | 4.41 |
| Gęstość składników | % | około. 99,95 | około. 99,95 |
| Przewodność cieplna | W/m°C | – | – |
| Specyficzna pojemność cieplna | J/(kg·K) | – | – |
| Maksymalna temperatura pracy | °C | 350 | 350 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,5% (najniższa granica ±0,3 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna dopuszczalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 40 Rz |
| Największy rozmiar komponentu | 245x245x270mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Bez wykończenia | Obróbce cieplnej |
|---|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 1200 ± 50 | 990 ± 30 |
| Granica sprężystości (Rp 0,2%) | MPa | 1060 ± 50 | 920 ± 30 |
| Wydłużenie przy zerwaniu | % | 9 ± 4 | 14 ± 1 |
| Moduł elektroniczny | GPa | 110 ± 10 | 115 ± 10 |
| Twardość | HV5 | 320 | 318 ± 10 |
| Gęstość | g/cm³ | 4.41 | 4.41 |
| Gęstość składników | % | około. 99,95 | około. 99,95 |
| Przewodność cieplna | W/m°C | – | – |
| Specyficzna pojemność cieplna | J/(kg·K) | – | – |
| Maksymalna temperatura pracy | °C | 350 | 350 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Druk 3D miedzi otwiera zupełnie nowe możliwości efektywności energetycznej systemów elektroenergetycznych. Jego wysoka przewodność cieplna i elektryczna sprawia, że jest szeroko stosowany w aplikacjach o wysokich wymaganiach w zakresie przenoszenia ciepła i prądu. Przewiduje się, że druk 3D miedzi będzie miał bardzo duże znaczenie dla transformacji energetycznej i systemu energetycznego przyszłości.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,2% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Wartość |
|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 580 |
| Granica sprężystości (Rp 0,2%) | MPa | 500 |
| Wydłużenie przy zerwaniu | % | 10 |
| Przewodność cieplna | W/mK | 160 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
Specyfikacja techniczna
| Przetwarzać dane | Wartość |
|---|---|
| Standardowa tolerancja | ± 0,2% (minimalny limit ±0,2 mm) |
| Grubość warstwy | 0,03 – 0,1 mm |
| Minimalna grubość ścianki | 0,8 mm |
| Minimalne szczegóły | 0,8 mm |
| Wykończenie powierzchni (piaskowane) | 60 ± 30 Rz |
| Największy rozmiar komponentu | 500 x 280 x 315 mm |
Właściwości materiału
| Dane materiałowe | Jednostka | Wartość |
|---|---|---|
| Wytrzymałość na rozciąganie | MPa | 580 |
| Granica sprężystości (Rp 0,2%) | MPa | 500 |
| Wydłużenie przy zerwaniu | % | 10 |
| Przewodność cieplna | W/mK | 160 |
Powyższe wartości są przybliżone, a rzeczywiste wartości mogą się różnić.
DMLS i SLM zasadniczo działają w ten sam sposób i zdecydowaliśmy się zgrupować oba te procesy pod nazwą DMLS. Proces jest następujący:
Prawie wszystkie parametry procesu w SLM i DMLS są określane przez producenta maszyny. W zależności od wielkości i geometrii części oraz właściwości proszku metalowego, wysokość warstwy stosowanej w druku 3D metalu waha się od 20 do 50 mikronów.
Drukarka 3D do DMLS i SLM ma ogólny rozmiar wydruku 250 x 150 x 150 mm, ale dostępne są również większe maszyny (do 500 x 280 x 360 mm). Dokładność wymiarowa, jaką może osiągnąć DMLS, wynosi około 0,1 mm dla geometrii stabilnych kształtowo, jeśli część nie osiada.
Chociaż drukarki SLM i DMLS mogą być wykorzystywane do produkcji małoseryjnej, ich możliwości są bardziej porównywalne do maszyn FDM lub SLA niż drukarek SLS. Ponieważ części muszą być drukowane na platformie roboczej, są one ograniczone dostępnym obszarem drukowania XY, co obniża ich wydajność.
SLM i DMLS używają proszku metalicznego, który w dużym stopniu nadaje się do recyklingu. Zwykle odpady są mniejsze niż 5 %. Niewykorzystany proszek jest zbierany, przesiewany, a następnie mieszany z nowym materiałem do ilości potrzebnej do następnego wydruku. Konstrukcje wsporcze, krytyczne dla pomyślnego ukończenia produkcji, są tak naprawdę jedynymi odpadami w przypadku drukowania 3D z DMLS i SLM.
Części produkowane DMLS i SLM mają zasadniczo izotropowe właściwości mechaniczne i termiczne. Po obróbce cieplnej mają prawie znikomą porowatość wewnętrzną, która w stanie zadrukowanym wynosi mniej niż 0,2 % do 0,5 %. W porównaniu z komponentami wytwarzanymi przy użyciu konwencjonalnych technik, części drukowane w 3D za pomocą DMLS często mają wyższą wytrzymałość i twardość, chociaż są bardziej wrażliwe na zmęczenie. Na przykład porównanie właściwości mechanicznych stopu odlewanego ciśnieniowo A360 i drukowanego w 3D stopu metalicznego AlSi10Mg EOS. Te dwa materiały mają podobny skład chemiczny ze znaczną zawartością krzemu i magnezu. W porównaniu z przedmiotami odlewanymi ciśnieniowo, te stworzone za pomocą druku 3D mają lepsze właściwości mechaniczne i są twardsze.
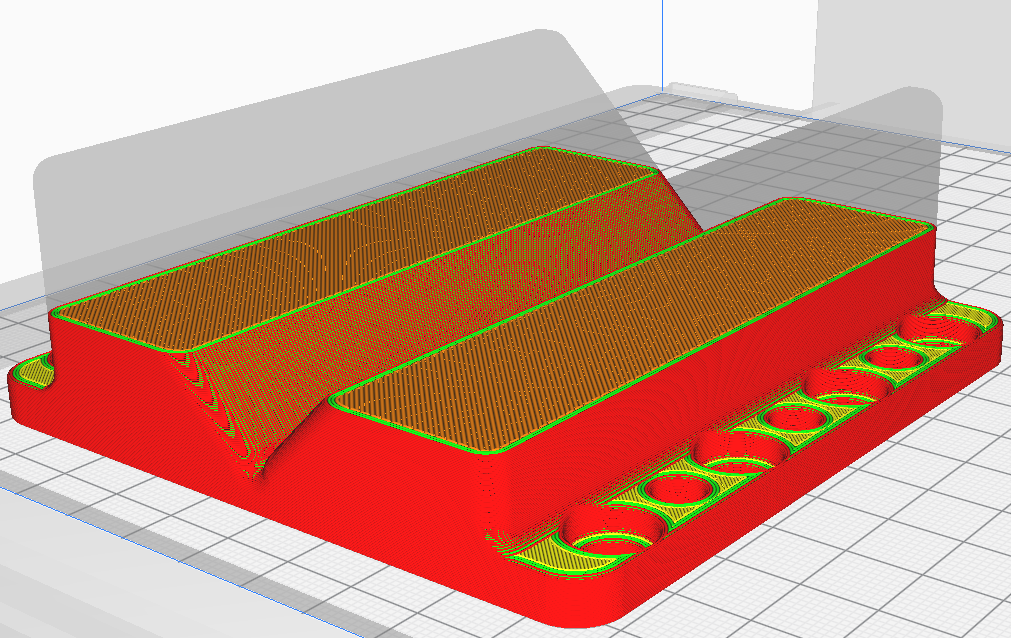
Ze względu na ekstremalnie wysoką temperaturę przetwarzania, konstrukcje wsporcze są prawie zawsze konieczne podczas drukowania 3D z metalu. Konstrukcje wsporcze znacznie zwiększają koszty, zwiększając zużycie materiałów, wydłużając czas produkcji i wymagając obróbki końcowej przez człowieka.
Konstrukcje wsporcze mają trzy funkcje, jeśli chodzi o druk 3D w metalu:
Projektując swój detal, powinieneś mieć na uwadze konstrukcję wsporczą, ponieważ czasami można ją odrzucić. Metody optymalizacji topologii są stosowane w celu zmniejszenia zapotrzebowania na konstrukcję wsporczą i ryzyka skręcenia, a także w celu poprawy parametrów mechanicznych i produkcji lekkich części.
Duże wydrążone części nie są powszechnie stosowane w produkcji DMLS i SLM, ponieważ struktur wsporczych nie można łatwo usunąć, w przeciwieństwie do technik spiekania polimerowego łoża proszkowego, takich jak SLS i MJF. W przypadku kanałów wewnętrznych większych niż 8 mm zalecamy stosowanie przekrojów rombowych lub łezkowych zamiast okrągłych, ponieważ nie wymagają one żadnych konstrukcji wsporczych.
Aluminium, stal nierdzewna, tytan, chrom kobaltowy i Inconel to tylko niektóre z metali i stopów metali, których SLM i DMLS mogą używać do tworzenia części. Materiały te obejmują większość zastosowań przemysłowych, od samolotów po medycynę.
Właściwości mechaniczne, precyzja i estetyka drukowanych części metalowych są poprawiane dzięki różnym procesom obróbki końcowej.
Usuwanie luźnego proszku i struktur wsporczych jest niezbędnym etapem obróbki końcowej, a wyżarzanie termiczne jest często stosowane w celu zmniejszenia naprężeń szczątkowych i poprawy właściwości mechanicznych produktu.
Decydujące wymiarowo elementy mogą być obrabiane CNC (takie jak otwory lub gwinty). Jakość powierzchni drukowanej części metalowej i wytrzymałość zmęczeniową można zwiększyć przez obróbkę strumieniowo-ścierną, metalizację, polerowanie i mikroobróbkę.
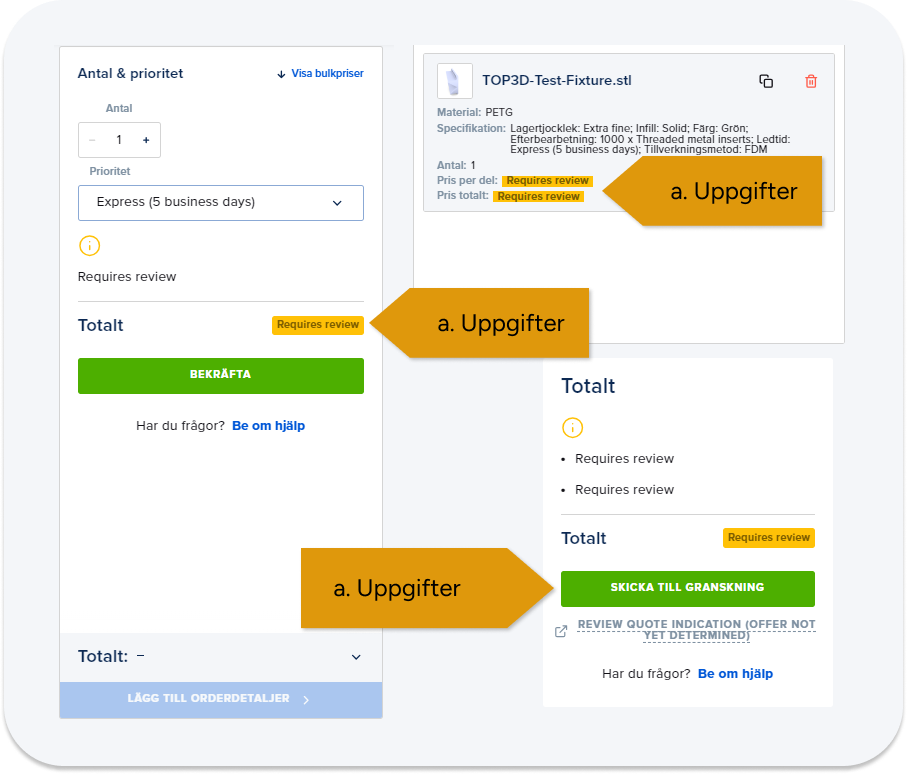
Ponieważ drukowanie 3D w metalu jest stosunkowo drogie, często stosuje się symulacje, aby przewidzieć, jak obiekt będzie się zachowywał podczas obróbki.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}